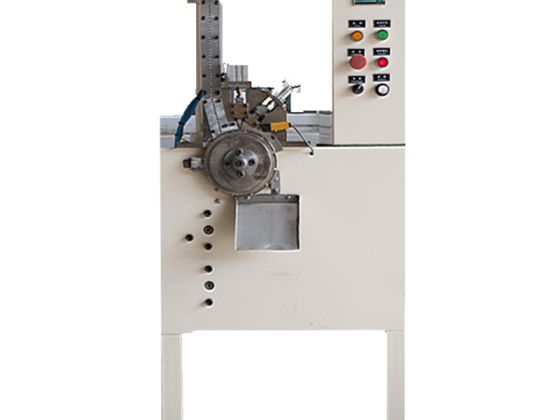



Üveggyertya kanóc és tolóvonal
Üveggyertya kanóc és tolósor, amely ötvözi a nagy hatékonyságot, a pontosságot és a stabilitást, kifejezetten az üveggyertya-gyártás "kanóctöltés" és "pozicionálás" alapvető folyamataihoz tervezve. Teljes mértékben felváltja a hagyományos, nem hatékony és hibára hajlamos kézi műveleteket, teljes automatizálást érve el az üres üvegek betöltésétől a kanóctöltésen át a rögzítésig és a következő állomásra (például a viasztöltő sorra) való precíz pozicionálásig.
- GAOWAX
- Kína
- 15~30 nap
- 50 szett havonta
- információ
Ez egy teljesen automatizált gyártósor, amely ötvözi a nagy hatékonyságot, a pontosságot és a stabilitást,
Kifejezetten az üveggyertyák gyártásának alapvető folyamataihoz, a "wick behelyezéséhez és a "pozicionálásához tervezték.
Teljesen felváltja a hagyományos, nem hatékony és hibákra hajlamos kézi műveleteket, teljes automatizálást érve el az üres tégelyek betöltésétől a kanóc behelyezésén, rögzítésén és a következő állomásra (például a viasztöltő sorra) való precíz pozicionáláson át.

Üveggyertya kanóc behelyezése és tolóvezetékének alapvető funkciói és folyamatai :
Ez a gyártósor kifinomult mechanikai szerkezetének és intelligens vezérlőrendszerének köszönhetően zökkenőmentesen integrál két kulcsfontosságú lépést:
Automatikus gyertya kanóc behelyezése
Automatikus adagolás: A rendszer automatikusan leválasztja és adagolja a fém kanóctartókat egy rezgőlapról vagy tartályból.
Precíz elhelyezés: Egy robotkar vagy precíziós megfogó felemeli a kanóctartót, és pontosan az üvegedény aljának közepére helyezi.
Biztonságos rögzítés: Légnyomás vagy mechanikus eszközök segítségével erősen nyomja a kanóctartót az üveg aljához, biztosítva, hogy az a későbbi feldolgozás során ne mozduljon el.
Üveggyertya kanóc behelyezése és tolóvonala Automatikus doboz testtolás:
Vezetékcsatlakozás: A kanóc behelyezése után a doboz simán átkerül a szállítószalagra.
Precíz pozicionálás és tolás: Amint egy érzékelő érzékeli, hogy a doboz a helyén van, egy tolómechanizmus (például egy szervomotoros toló vagy szinkronszíjas mechanizmus) pontosan a következő folyamatsorhoz, jellemzően az olvadtviasz-töltősorhoz tolja a dobozt, előre beállított ütemben és távolságban.
Zökkenőmentes kapcsolat: A teljes folyamat tökéletesen integrálva van az elülső és a hátsó gyártósorokkal (például tartálytisztító sor, viasztöltő sor, hűtősor), hogy zökkenőmentes, folyamatos gyártósort hozzon létre.